 Hỗ trợ
Hỗ trợ Hướng dẫn
Hướng dẫnViệc sử dụng thiết bị không đúng theo yêu cầu kĩ thuật sẽ làm giảm tuổi thọ của các thiết bị chuyên dùng của bạn, hiểu được quy tắc đó các chuyên gia kĩ thuật của hãng Corghi đến từ Ý đã đưa ra các tài liệu hướng dẫn sử dụng cho các dòng máy cân bằng lốp Corghi của họ. Chúng tôi tự hào là đơn vị phân phối độc quyền của hãng Corghi tại thị trường Việt Nam, chăm sóc thiết bị của khách hàng được vận hành lâu bền là trách nhiệm của chúng tôi. Hôm nay chúng tôi xin hướng dẫn tới các bạn quy trình lắp đặt và cách sử dụng thiết bị cân bằng lốp Corghi EM7240 để các bạn có quy trình vận hành thiết bị đúng kĩ thuật.
Lắp đặt máy cân bằng lốp Corghi EM7240
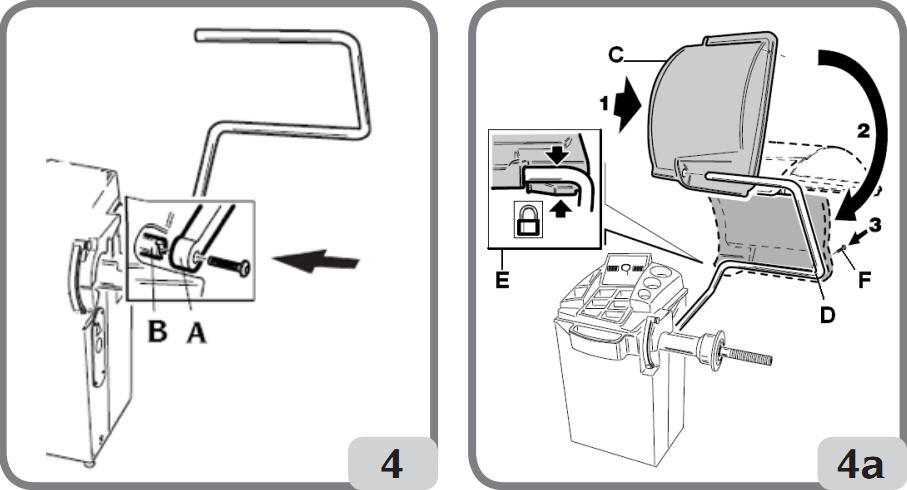
Lắp đặt lồng bảo vệ bánh xe ( nếu có)
- Lắp đặt ống lót (chi tiết A, hình 4) trên trục (B, hình 4). Khi thực hiện công việc này đảm bảo các rãnh trên trục thẳng hàng với chốt trên ống lót.
- Vặn ống trên trục sử dụng các ốc vít M12 được cấp kèm.
- Lắp ống kim loại (D, hình 4a) vào hai lỗ phía trước của lồng nhựa (C, hình 4a).
- Lắp phía sau lồng bảo vệ vào ống thép bằng khớp nối Snap-in (E, hình 4a)
- Cố định lồng nhựa bằng cách xiết chặt các ốc vít cấp kèm (F, hình 4a).
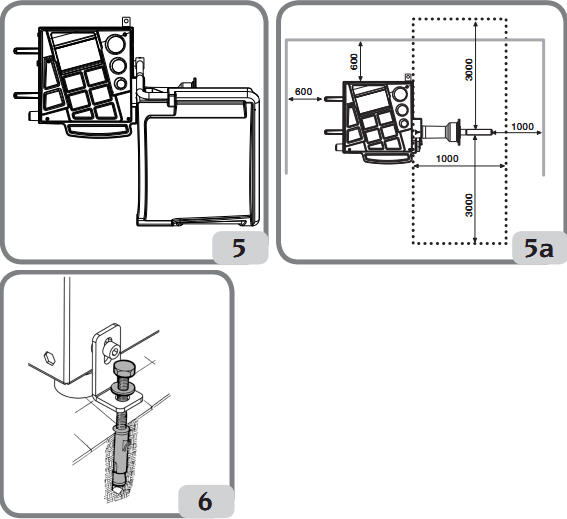
Cố định máy trên nền
- Máy cân bằng lốp Corghi EM7240 phải được cố định trên nền nếu:
+ Máy không có phụ kiện là chân hình tam giác
+ Không có phụ kiện chân hình tam giác nhưng có các bánh xe nặng hơn 50 Kg. Khi đó các chân hình tam giác được loại bỏ để có định khung đế phía trước.
- Tháo ba ốc vít đầu lục giác M8x 60 cố định máy trên Pallet (pa lết), tháo các vòng đệm bằng nhựa giữa thân máy và 3 tấm giá hình chữ L: 3 tấm giá (thép) được sử dụng để cố định máy xuống nền xưởng.
- Đặt các miếng thép (chữ L) lại ví trí ban đầu nhưng không bắt vít (không xiết chặt)
- Đặt máy Corghi EM7240 lên vị trí đã lựa chọn nhưng đảm bảo không gian xung quanh máy phải thỏa mãn như chỉ ra trong hình 5/ 5a.
- Vạch dấu vị trí khoan trên nền xưởng.
- Khoan tại vị trí đã vạch dấu và đặt các vít nở vào vị trí lỗ khoan.
- Hạ máy cân bằng lốp Corghi EM7240 xuống vị trí và giữ chặt, cố định các miếng thép chữ L bằng các vòng đệm và ốc vít (hình 6)
- Xiết chặt 3 ốc vít (nở) để cố định máy.
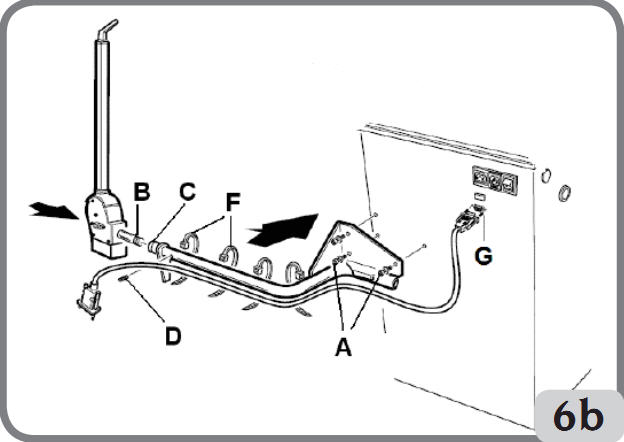
Lắp các cảm biến mở rộng và phụ kiện hỗ trợ ( nếu có)
- Cố định giá đỡ cảm biến mở rộng với thân máy cân bằng lốp sử dụng ba con ốc vít được cấp kèm theo máy (A, hình 6b).
- Lắp chốt cảm biến (B, hình 6b) vào ống lót giá đỡ cảm biến (C, hình 6b).
- Vặn đinh vít (D, hình 6b) để di chuyển định vít dần tới chốt cảm biến mà không chạm vào nó.
- Đảm bảo bộ cảm biến có khả năng quay một cách tự do.
- Kết nó một trong những cáp kết nối của cảm biến với ổ cắm nằm trên thân cảm biến (H, hình 6a)
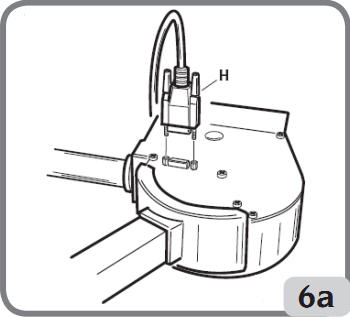
- Dán (băng dính) cáp vào giá cảm biến để tránh hiện tượng căng cáp khi làm việc (F, Hình 6b).
- Kết nối cáp kết nối cảm biến với mặt điều khiển sau của máy (G, hình 6b).
LƯU Ý: Sau khi lắp đặt cảm biến, tiến hành hiệu chỉnh (Calibrate) lại cảm biến nhưng hướng dẫn trong phần “Width sensor calibration – hiệu chỉnh cảm biến bề rộng bánh xe”.
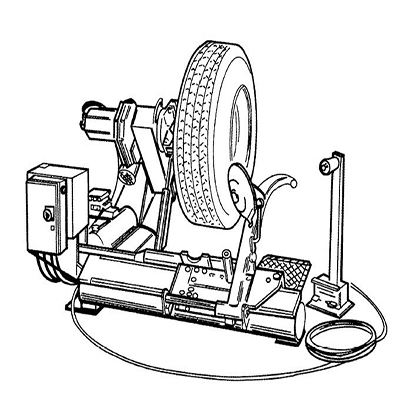
Các bộ phận làm việc chính
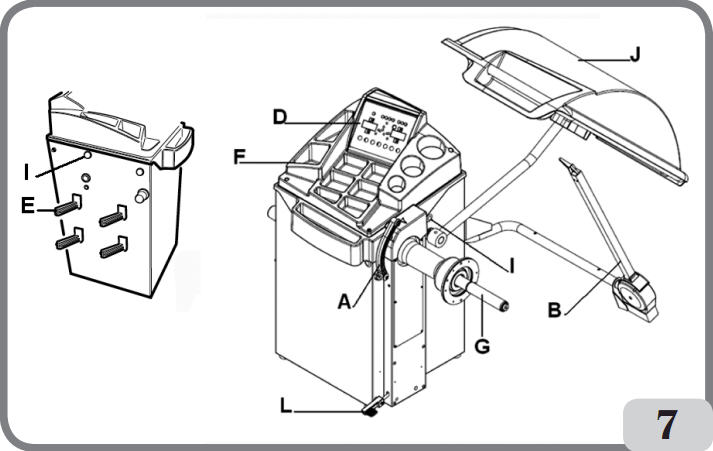
Trong đó:
(A): Tay đo đường kính và khoảng cách vành với máy.
(B): Tay đo độ rộng vành tự động (nếu có).
(D): Màn hình điều khiển.
(E): Giá treo bích.
(F): Khay chì.
(G): Trục gá bánh xe.
(I): Lỗ móc cẩu chuyển khi cần.
(J): Lồng bảo vệ bánh xe.
(L): Chân phanh khóa giữ vị trí bánh xe (Optional – tùy chọn thêm).
Màn hình điều khiển (hình 8)
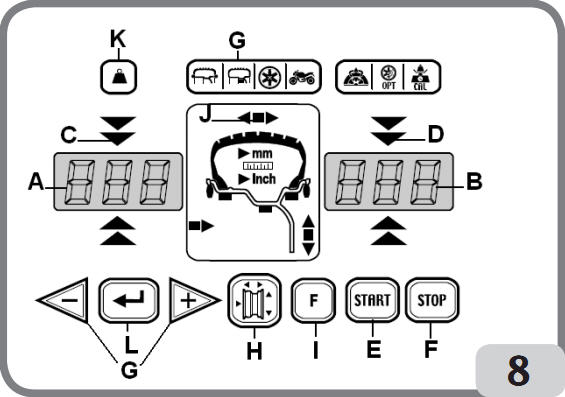
Trong đó:
(A): Hiển thị phía trong (bên trái).
(B): Hiển thị phía ngoài (bên phải).
(C): Chỉ thị báo vị trí phía trong.
(D): Chỉ thị báo vị trí phía ngoài.
(E): Nút khởi động.
(F): Nút dừng.
(G): Các phím và đèn hiển thị để lựa chọn chức năng và các chương trình có sẵn.
(H): Phím nhập thủ công các thông số kích thước bánh xe.
(I): Phím chức năng.
(L): Phím xác nhận (enter).
(J): Đèn hiển thị thiết lập dữ liệu bánh xe.
(K): Đèn báo hiển thị trạng thái mất cân bằng.
Đấu điện cho máy cân bằng lốp Corghi EM7240
Nguồn điện yêu cầu cho máy cân bằng lốp Corghi EM7240 có thể được thiết lập bởi nhà sản xuất để hoạt động với nguồn điện có sẵn tại nơi lắp đặt. Các thông tin thiết lập cho mỗi máy được ghi trên tem máy và nhãn dán trực tiếp trên cáp nguồn của máy.
Cảnh báo:
Mọi hoạt động đấu điện trong xưởng phải được thực hiện cẩn thận bởi nhân viên kỹ thuật có trình độ phù hợp với các quy định hiện hành và là trách nhiệm của khách hàng (chi phí và chất lượng).
- Các ổ điện (hook-up) phải được thực hiện (lắp đặt) theo:
+ Chi tiết kỹ thuật điện cấp vào ghi trên tem máy.
+ Khoảng cách giữa máy và ô cấp nguồn, điện áp rơi khi chạy hết công suốt không vượt quá 4% (10% khi khởi động) so với giá trị điện áp ghi trên tem máy.
- Người sử dụng máy cân bằng lốp Corghi EM7240 cần phải:
+ Sử dụng phích cắm phù hợp với quy định hiện hành trên cáp nguồn vào.
+ Kết nối máy với một bộ ngắt dòng tự động khoảng 30 mA để bảo vệ máy.
+ Cầu chì bảo vệ phải có kích thước phù hợp với thông số kỹ thuật trọng sơ đồ nối dây trên hướng dẫn này.
+ Một hệ thống nối đất phù hợp phải được lắp trên hệ thống đường dây chính trong xưởng.
- Để tránh việc chập cháy, luôn luôn ngắt kết nối với nguồn điện khi không sử dụng trong khoảng thời gian dài và liên tục.
- Nếu máy được kết nối trực tiếp tới nguồn cấp của mạch điện chính và không thông qua phích cắm, công tắc đóng ngắt hoặc công tắc khóa bấm phải được lắp đặt để hạn chế việc sử dụng máy tràn lan của những người không phải nhân viên vận hành.
- Nối đất tốt là điều kiện cần thiết cho hoạt động chính xác của máy. KHÔNG BAO GIỜ kết nối các dây nối đất của máy vào một đường ống khí, ống nước, cáp điện thoại hoặc các đối tượng không phù hợp khác.
Kết nối khí nén máy cân bằng lốp Corghi EM7240
Kết nối với khí nén chỉ được thực hiện nếu đầu chờ khí nén được cung cấp (phụ kiện tùy chọn được cung cấp theo yêu cầu).
Việc kết nối khóa khí phải được thực hiện bởi nhân viên có trình độ.
- Kết nối máy cân bằng lốp Corghi EM7240 với hệ thống khí nén có mức áp suất tối thiểu 8 bar.
- Các đầu kết nối với hệ thống khí nén theo tiêu chuẩn và phổ biến do đó không cần bổ sung khớp nối đặc biệt. Ống khí là ống chịu áp có đường kính trong 6 mm, đường kính ngoài 14 mm phải được cố định bằng cách sử dụng kẹp ống được cung cấp kèm theo thiết bị.
Các quy định về an toàn cho máy cân bằng lốp Corghi EM7240
Cảnh báo
Không tuân thủ theo các hướng dẫn và cảnh báo nguy hiểm có thể gây ra chấn thương nghiêm trọng cho người vận hành hoặc người xung quanh.
Không vận hành thiết bị cho đến khi đã đọc và hiểu toàn bộ nội dung cảnh báo/ nguy hiểm trong hướng dẫn này.
Để sử dụng chính xác thiết bị cân bằng lốp Corghi EM7240 này thì yêu cầu người vận hành phải có năng lực và đã qua đào tạo. Người vận hành phải có khả năng hiểu các hướng dẫn của nhà sản xuất, được đào tạo và làm quen với các quy trình, quy định an toàn. Người vận hành bị cấm sử dụng thiết bị khi sử dụng rượu hoặc chất kích thích (ma túy) vì nó ảnh hưởng trực tiếp đến sức khỏe, tinh thần và kỹ năng của người vận hành.
Các điều kiện sau đây rất cần thiết trong mọi trường hợp khi sử dụng máy cân bằng lốp Corghi EM7240:
- Đọc và hiểu các nội dung hướng dẫn trong tài liệu này.
- Có kiến thức sâu rộng về các tính năng và đặc điểm của máy.
- Phân định khu vực làm việc để tránh người không được phép sử dụng tiếp cận với máy.
- Đảm bảo thiết bị Corghi EM7240 đã được lắp đặt phù hợp với tất cả các tiêu chuẩn liên quan và quy định hiện hành.
- Đảm bảo rằng tất cả những người tham gia vận hành máy đã được đào tạo và hướng dẫn đầy đủ, họ có khả năng hoạt động máy một cách chính xác và an toàn và được giám sát chặt chẽ trong quá trình làm việc.
- Không chạm vào dây nguồn, bên trong động cơ điện, hoặc bất kỳ một thiết bị điện nào trước khi ngắt kết nối nguồn điện cấp vào.
- Đọc tài liệu hướng dẫn sử dụng máy cân bằng lốp Corghi EM7240 này cẩn thận để học cách sử dụng máy một cách chính xác và an toàn để tham khảo nếu cần thiết trong quá trình sử dụng thiết bị.
Không tự ý tháo gỡ hay phá hủy các đề can CẢNH BÁO, NGUY HIỂM, CHÚ Ý (THẬN TRỌNG) hoặc HƯỚNG DẪN trên thiết bị.
Cần dán thêm hoặc thay thế các đề can bị thiều, bị hư hỏng. Nếu một hoặc nhiều đề can bị rơi hoặc hư hỏng chúng có thể được thay thế bởi nhà sản xuất hoặc đại lý ủy quyền gần nhất.
- Tuân thủ các quy định phòng ngừa tai nạn công nghiệp liên quan đến điện áp cao, các chi tiết quay của thiết bị bất cứ khi nào máy được sử dụng hoặc vận hành.
- Bất kỳ sự thay đổi nào về máy cân bằng lốp Corghi EM7240 khác với nhà sản xuất thì Nhà sản xuất sẽ không chịu bất kỳ trách nhiệm pháp lý nào trong trường hợp thiệt hại, tai nạn mà nguyên nhân xuất phát từ những thay đổi đó. Cụ thể như, thay đổi, xáo trộn hoặc gỡ bỏ các thiết bị an toàn trên máy là hành vi vi phạm các quy định liên quan đến an toàn tại nơi làm việc.
Trong suốt quá trình làm việc và hoạt động bảo trì, luôn cuốn gọn tóc (nếu dài), không mặc quần áo rộng, không đeo cà vạt, không đeo dây chuyền, đồng hồ đeo tay hoặc bất kỳ một vật dụng gì khác có thể chạm vào chi tiết chuyển động của máy.
Các tem nhãn ký hiệu hướng dẫn và cảnh báo máy cân bằng lốp Corghi EM7240
 |
Không dùng trục quay của máy làm điểm tỳ khi nâng hạ. |
 |
Tháo cáp nối điện (ngắt điện) trước khi thực hiện bất kỳ hoạt động bảo trì hay sửa chữa nào trên máy. |
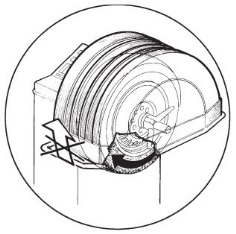 |
Không mở (nâng) lồng bảo vệ lên khi bánh xe đang quay. |
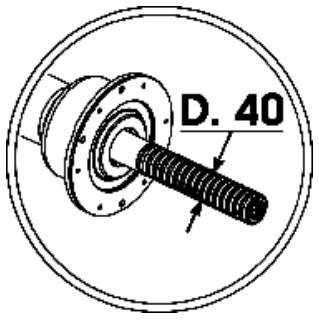 |
Vui lòng sử dụng phụ kiện trục tâm với đường kính lỗ φ40 mm |
Các tính năng chính của máy cân bằng lốp Corghi EM7240
- Tốc độ cân bằng thấp:
+ Giảm tối thiểu thời gian quay bánh xe.
+ Giảm các nguy cơ rủi ro do tác động của bộ phận quay.
+ Tiết kiệm năng lượng.
- Cảm biến đo khoảng cách, đường kính tự động (phiên bản với bộ cảm biến kỹ thuật số).
- Cảm biến đo chiều rộng tự động (nếu có).
- Phanh tự động dừng bánh xe lại ở cuối vòng quay.
- Chân phanh khóa giữ vị trí bánh xe (tùy chọn).
- Nút “STOP” để dừng máy ngay lập tức.
- Các lỗ lắp giá treo bên cạnh.
- Các khay mặt trên máy để tất cả các loại chì.
- Tự động bắt đầu quá trình kiểm tra bằng cách hạ thấp lồng bảo vệ.
- Màn hình kỹ thuật số hiển thị hai thông số và đồ họa 3D.
- Khối hoạt động bằng vi xử lý (16 bit).
- Độ chính xác: 1g (1/10 oz).
- Các chương trình với khả năng lựa chọn mở rộng khiến máy dễ dàng sử dụng.
- Hiển thị giá trị mất cân bằng ở đơn vị grams (g) hoặc ounces (oz).
-Thiết lập hiển thị làm tròn hoặc chính xác giá trị mất cân bằng.
- Chế độ cân bằng có sẵn:
+ Standard: (tiêu chuẩn) cân bằng động cho cả hai phía của vành.
+ Alu/ Alu P: (Vành nhôm, hợp kim) Bảy chức năng khác nhau cho vành hợp kim.
+ Motorcycle Dynamic: (cân bằng cho lốp xe máy) Trên cả hai phía của vành xe máy.
+ Alu Motorcycle: Cân bằng động trê cả hai phía của vành hợp kim của xe máy.
+ Static: (cân bằng tĩnh) Trên một phía.
- Chương trình “Mobile Planes” (trong chế độ Alu P) để sử dụng cho nhiều hơn 5 gram trọng lượng tức là: Có sẵn mà không cần phải cắt bớt đi.
- Chương trình “Hidden Weight” (hay còn gọi là ẩn chì) (trong chế độ Alu P) để phân chia giá trị mất cân bằng phía ngoài mục đích đưa vị trí dán chì vào phía sau các nan hoa của vành.
- Chương trình “Weight Divivion” (Chia chì) (trong chức năng Motorcycle – xe máy) để phân chia trọng lượng (chì) thanh hai giá trị tương đương được đặt ở hai bên chấu vành.
- Chương trình “OPT Flash” để tối ưu hóa nhanh chóng, giảm tiếng ồn khi hoạt động.
- Chương trình tiện ích chung:
+ Calibration (hiệu chuẩn lại máy).
+ Service (phục vụ).
+ Diagnostics (Chẩn đoán).
- Khả năng lựa chọn vị trí dán chì:
+ Ở vị trí ngang (Hướng 3giờ).
+ Ở vị trí thẳng đứng, phía dưới (Hướng 6 giờ).
+ Ở vị trí thẳng đứng, phía trên (Hướng 12 giờ).
Thông số kỹ thuật của máy cân bằng lốp Corghi EM7240
- Điện áp cấp vào 1 pha: 100/115 ± 10%, 200/ 230 V ± 10%, 50/ 60Hz
- Công suất: :100 W
- Pham vi dòng: : 1 A với nguồn 100-115V và 0,5A với nguồn 200-230V
- Tốc độ cân bằng (tốc độ quay): 90- 130 vòng/ phút
- Giá trị mất cân bằng tối đa: 999 grams (g)
- Thời gian quay trung bình (với vành 14” rộng 5”): 7 giây
- Đường kính trục ren gá bánh xe: 40 mm
- Nhiệt độ môi trường làm việc: 50 đến 400.
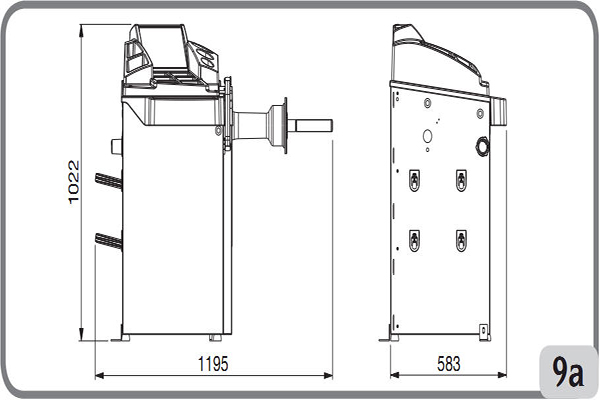
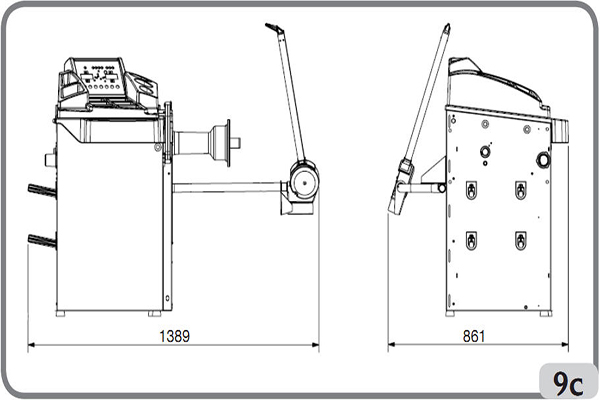
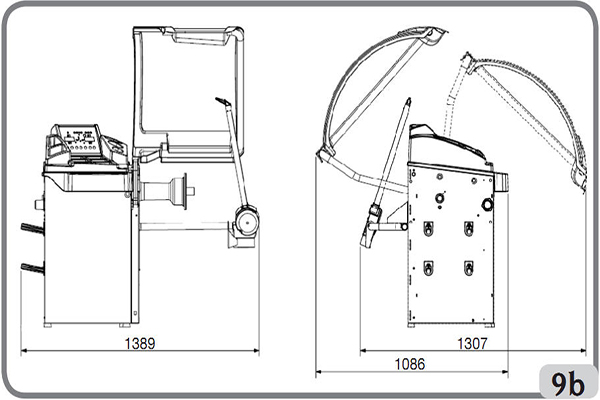
Kích thước máy (hình 9/ 9a/ 9b/ 9c)
|
|
 |
|
|
 |
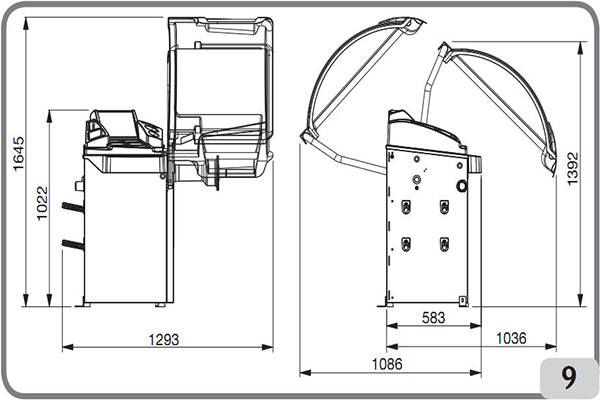
* Chiều sâu (độ rộng) với lồng đóng với máy không có cảm biến tự động đo bề rộng: 1036 mm.
* Chiều sâu (độ rộng) với lồng đóng với máy có cảm biến tự động đo bề rộng vành: 1307 mm.
* Chiều sâu với lồng mở: 1086 mm.
* Bề rộng (tính cả lồng) với máy không có cảm biến tự động đo bề rộng: 1293 mm.
* Bề rộng (tính cả lồng) với máy có cảm biến tự động đo bề rộng: 1389mm.
* Chiều cao máy khi lồng đóng: 1392 mm.
* Chiều cao máy với lồng mở: 1645 mm.
* Chiều sâu với máy không có lồng, không có cảm biến tự động đo độ rộng vành: 583 mm.
* Chiều sâu với máy không có lồng, có cảm biến tự động đo độ rộng vành: 861 mm.
* Bề rộng với máy không có lồng, không có cảm biến tự động đo độ rộng vành: 1195 mm.
* Bề rộng với máy không có lồng, có cảm biến tự động đo độ rộng vành: 1389 mm.
* Chiều cao máy không có lồng: 1022 mm.
Phạm vi làm việc
* Khả năng thiết lập độ rộng vành: Từ 1.5” đến 20”.
* Khả năng đo đường kính vành với cảm biến (phiên bản máy có cảm biến tự động): từ 11” đến 28”.
* Khả năng thiết lập đường kính vành: Từ 1” đến 35”.
*Khoảng cách lớn nhất từ máy đến vành: 360 mm.
* Chiều rộng bánh xe tối đa (máy có lồng bảo vệ): 600 mm.
* Đường kính bánh xe lớn nhất (máy có lồng bảo vệ) với máy được cố định trên nền xưởng: 1117 mm.
* Đường kính bánh xe lớn nhất (máy có lồng bảo vệ) với máy có phụ kiện chân tam giác đi kèm: 863 mm.
* Trọng lượng bánh xe lớn nhất: 75 kg.
* Trọng lượng máy có kèm lồng bảo vệ (không có phụ kiện và không có cảm biến ngoài): 79 kg.
* Trọng lượng của máy không có lồng bảo vệ (không phụ kiện) và không có cảm biến ngoài: 70 kg.
* Trọng lượng của máy có lồng bảo vệ (không phụ kiện) và có cảm biến ngoài: 87 kg.
* Trọng lượng của máy không có lồng bảo vệ (không phu kiện) và có cảm biến ngoài: 78 Kg.
* Mức độ ồn khi hoạt động: < 70 dB(A).
Phụ kiện tiêu chuẩn của máy cân bằng lốp Corghi EM7240
Các mục (chi tiết) sau đây được cấp kèm cùng với máy.
Kìm đóng , bóc chì.
Trục ren gá tâm bánh xe.
Compa đo bề rộng vành.
Lục giác 10.
Khối chuẩn để calip (hiệu chuẩn máy).
Cáp nguồn.
Côn nhỏ.
Côn trung bình.
Côn lớn.
Chụp bảo vệ bánh xe cỡ nhỏ.
Đệm chụp.
Chụp có định bánh.
Tay cố định bánh nhanh.
Nở M8 để cố định máy xuống nền xưởng.
Móc (chữ L) để cố định máy xuống nền xưởng.
Phụ kiện tùy chọn được cấp theo yêu cầu
Vui lòng tham khảo danh mục phụ kiện trong Catalogue.
Điều kiện sử dụng chung của máy cân bằng lốp Corghi EM7240
Máy được thiết kế để chỉ sử dụng đúng chuyên môn (cân bằng lốp).
Tại một thời điểm chỉ một người duy nhất được tham gia vận hành máy.
Máy cân bằng lốp (cân bằng bánh xe) chỉ được sử dụng để đo mức độ và vị trí mất cân bằng bánh xe trong phạm vi giới hạn như mô tả ở đặc tính kỹ thuật. Hơn nữa, các model được trang bị với các mô tơ phải được cấp với một lồng chắn bảo vệ phù hợp, được trang bị một thiết bị an toàn và phải được hạ xuống khi hoạt động quay.
Không khởi động máy khi không có thiết bị khóa bánh xe.Mọi hoạt động với máy không giống như trong cuốn hướng dẫn sử dụng này đều coi là không phù hợp và không hợp lý.
Không sử dụng máy khi không có thiết bị bảo vệ và không làm xáo trộn các thiết bị an toàn.
Không làm sạch hoặc rửa bánh xe đã được lắp trên máy với khí nén hoặc vòi nước áp suất cao.
Khi làm việc, không bao giờ sử dụng thiết bị hay phụ kiện không được sản xuất bởi nhà sản xuất (hàng ngoài).
Tìm hiểu chức năng và vị trí của tất cả các nút điều khiển.Tìm hiểu về máy: Cách tốt nhất để ngăn ngừa tai nạn và nâng cao hiệu suất hoạt động của máy là những người tham gia vận hành máy phải nghiên cứu khai thác cách thức hoạt động của máy.
Kiểm tra cẩn thận tất cả các nút điều khiển trên máy đảm bảo đang làm việc đúng cách.
Máy phải được lắp đặt đúng, hoạt động chính xác và được theo dõi thường xuyên để ngăn ngừa tai nạn.
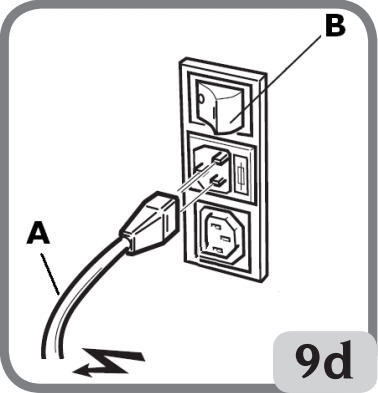
Công tắc trên máy cân bằng lốp Corghi EM7240
Kết nối cáp nguồn (A, hình 9d) với máy từ khu vực panel điện trên mặt sau của máy cân bằng lốp.
Bật máy bằng cách sử dụng công tắc trên mặt sau của thân máy (B, hình 9d).
Máy sẽ thực hiện một bước kiểm tra (tất cả các đèn LED phát sáng), và nếu như máy không có lỗi gì được phát hiện thì sẽ phát ra tiếng kêu Beep và máy sẽ bắt đầu chu kỳ hoạt động và trên màn hình sẽ hiển thị như sau:
- Kích hoạt chế độ cân bằng động: Dynamic (DYN).
- Giá trị hiển thị: 000 000.
- Đơn vị gam được hiển thị trong giá trị 5 (hoặc ¼ của một ounce).
- Kích hoạt chức năng làm tròn giá trị cảm biến (Với máy có cảm biến kỹ thuật số).
- Giá trị hình học mặc định: Rộng = 5.5”, đường kính = 14”, Khoảng cách = 150 mm.
Bây giờ, người vận hành có thể thiết lập các thông số của bánh xe cần cân bằng hoặc chọn một trong những chương trình có sẵn trên máy.
Nhập thông số bánh xe với cảm biến tự động cho máy cân bằng lốp không có cảm biến ngoài ( đo bề rộng bánh xe)
Máy cho phép nhập các giá trị đường kính và khoảng cách tự động, giá trị chiều rộng của bánh xe (vành xe) có thể được nhập vào bằng cách sử dụng bàn phím.
- Di chuyển tay đo tự động (A, hình 7) cho chạm vào mép trong của vành (hình 10/ 10a)
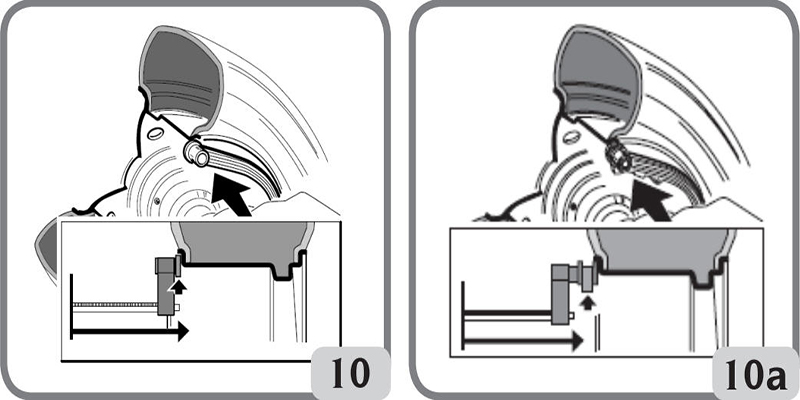
Cần cẩn thận đặt tay đo (đầu thước) đúng vị trí để cho kết quả đo được chính xác.
- Giữ cho đầu thước (tay đo) tiếp xúc với vành cho đến khi máy xác định được đường kính và giá trị khoảng cách của bánh xe. Các thông số dữ liệu được hiển thị theo thứ tự:
* d: Giá trị khoảng cách.
* di: Giá trị đường kính.
Khi một giá trị thông số hình học được hiển thị thì đèn LED tương ứng sẽ sáng trên màn hình điều khiển.
- Kiểm tra các giá trị đo và di chuyển tay đo về vị trí ban đầu. Máy sẽ yêu cầu nhập giá trị chiều rộng vành.
Nếu có một giá trị đo không chính xác trong quá trình đo thì di chuyển tay đo về vị trí ban đầu rồi lặp lại các hoạt động trên.
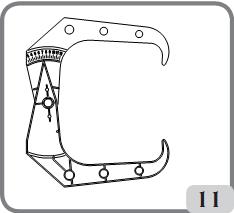
- Dùng compa khẩu độ đi kèm theo máy để đo chiều rộng vành (Hình 11).
- Sửa đổi giá trị hiển thị độ rộng bằng cách nhấn các phím 
 cho đến khi đạt giá trị mong muốn.
cho đến khi đạt giá trị mong muốn.
Thông số bề rộng có thể được thiết lập với đơn vị milimet (mm) hoặc các giá trị khác đã cài đặt có thể chuyển đổi qua lại giữa hai đơn vị Inch và Milimet bằng cách nhấn nút 
 trong vòng năm (5) giây.
trong vòng năm (5) giây.
Bấm giữ các nút 
 để tăng hoặc giảm các giá trị thiết lập (thông số).
để tăng hoặc giảm các giá trị thiết lập (thông số).
Nhập thông số của bán xe ( vành ) với phiên bản máy trang bị cảm biến ngoài ( đo độ rộng vành ) tự động ( nếu có)
Để nhập các giá trị khoảng cách, đường kính và chiều rộng tự động, tiến hành như sau:
- Đưa tay đo từ vị trí ban đầu (A, hình 7) cho tiếp xúc với mép trong của vành như chỉ ra trên hình 10/ 10a và đồng thời mang tay đo tự động ngoài (B, hình 7) cho tiếp xúc với mép ngoài của vành (Hình 11a).
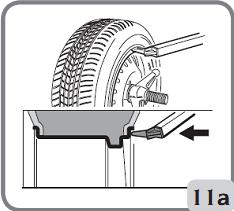
Vị trí điểm đo của tay đo cần được xác định cẩn thận để kết quả đo đạt độ chính xác cao.
- Giữ cho tay đo tiếp xúc với vành cho đến khi máy xác định được giá trị đo, các thông số của vành được hiển thị theo thứ tự:
* d: Khoảng cách (vành với thiết bị).
* di: Đường kính vành.
* Lr: Độ rộng vành.
Khi một giá trị hình học của vành được hiển thị thì đèn LED báo tương ứng trên Panel điều khiển sẽ sáng.
- Kiểm tra các giá trị đo rồi đưa các tay đo về vị trí ban đầu.
- Nếu một giá trị đo trong quá trình đo không chính xác, di chuyển tay đo về vị trí ban đầu rồi thực hiện lại các bước đo.
Ngoài ra cũng có thể thực hiện Đo bằng cách di chuyển một cánh tay đo tại một thời điểm. Trong trường hợp này các cảm biến được sử dụng không được định sẵn thứ tự.
Cần chú ý các giữ liệu đo được kể từ khi thiết bị bị ảnh hưởng do quá trình lưu trữ.
Sau khi thiết lập các thông số hình học một cách chính xác và di chuyển tay đo về vị trí ban đầu, các giá trị mất cân bằng được tính toán lại theo các kích thước mới được hiển thị.
LƯU Ý QUAN TRỌNG
Lưu ý rằng đường kính danh nghĩa của bánh xe (ví dụ như 14”) dùng để chỉ đến bề mặt vành nơi tanh lốp tỳ lên ở phía bên trong vành. Các giá trị đo được được lấy tham chiếu với mặt ngoài của vành cho nên có kích thước nhỏ hơn so với giá trị danh nghĩa do chính chiều dày (độ dày của vành). Do đó giá trị chính xác đề cập đến độ dày trung bình của vành, điều này có nghĩa rằng các giữ liệu đo trên bánh xe với độ dày khác nhau có thể thay đổi (Giá trị chênh lệch tối đa khoảng 2/10 hoặc 3/10 inch) so với giá trị đo. Đây không phải là do thiết bị thiếu chính xác mà là phản ánh thực tế.
Nếu các tay đo tự động không hoạt động, các thông số dữ liệu hình học có thể được nhập bằng tay bằng cách làm theo các bước hướng dẫn trong mục “Nhập thông số dữ liệu bánh xe bằng tay”.
Nhập thông số dữ liệu bánh xe bằng tay
Trong trường hợp hệ thống đo tự động bị lỗi và với phiên bản cảm biến trong, thông số bánh xe có thể được nhập bằng cách sử dụng phím:
- Nhấn nút 

- Đo độ rộng vành bằng cách sử dụng compa đo khẩu độ cấp kèm theo máy (hình 11)
- Sửa đổi giá trị độ rộng vành được hiển thị bằng cách nhấn các phím 
 cho đến khi đạt giá trị mong muốn. Độ rộng có thể được thiết lập dưới đơn vị mm (milimet) hoặc giá trị đã thiết lập có thể được chuyển đổi từ đơn vị Inch sang mm bằng cách nhấn nút
cho đến khi đạt giá trị mong muốn. Độ rộng có thể được thiết lập dưới đơn vị mm (milimet) hoặc giá trị đã thiết lập có thể được chuyển đổi từ đơn vị Inch sang mm bằng cách nhấn nút 
 trong vòng năm (5) giây.
trong vòng năm (5) giây.
- Các giá trị đã được thiết lập từ trước có thể tăng hoặc giảm nhanh chóng bằng cách bấm giữ các phím 
- Nhấn nút  để xác nhận các giá trị và thiết lập máy để nhập giá trị đường kính.
để xác nhận các giá trị và thiết lập máy để nhập giá trị đường kính.
- Đọc giá trị đường kính vành ghi trên lốp.
- Chỉnh sửa giá trị đường kính được hiển thị bằng cách nhấn các nút  cho đến khi đạt thông số cần thiết đặt.. Đường kính có thể được thiết lập dưới đơn vị milimet (mm) hoặc các giá trị được thiết lập có thể chuyển từ đơn vị Inch (in) sang mm bằng cách nhấn nút
cho đến khi đạt thông số cần thiết đặt.. Đường kính có thể được thiết lập dưới đơn vị milimet (mm) hoặc các giá trị được thiết lập có thể chuyển từ đơn vị Inch (in) sang mm bằng cách nhấn nút  trong vòng năm giây.
trong vòng năm giây.
- Nhấn nút  để xác nhận các giá trị và thiết lập máy để nhập giá trị khoảng cách.
để xác nhận các giá trị và thiết lập máy để nhập giá trị khoảng cách.
- Đưa tay đo khoảng cách tiếp xúc với cạnh trong của vành (hình 10/ 10a).
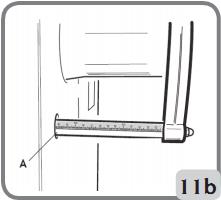
- Đọc giá trị khoảng cách giữa lốp xe (vành xe) và thân thiết bị trên thước đo (A, hình 11b).

- Chỉnh sửa giá trị khoảng cách được hiển thị bằng cách nhấn nút  cho đến khi đạt giá trị cần thiết đặt.
cho đến khi đạt giá trị cần thiết đặt.
- Sau khi hoàn thành, bấm 
 để hiển thị các giá trị mất cân bằng được tính toán lại trên cơ sở kích thước mới, hoặc nhấn nút
để hiển thị các giá trị mất cân bằng được tính toán lại trên cơ sở kích thước mới, hoặc nhấn nút 
 để quay bánh xe.
để quay bánh xe.
Hiển thị giá trị mất cân bằng trên đơn vị GRAMS / OUNCES
Việc thiết lập hiển thị cho các giá trị mất cân bằng với đơn vị grammes (g) hoặc ounces (au) được thực hiện bằng cách nhấn giữ phím 
 khoảng 5 giây.
khoảng 5 giây.
Làm tròn giá trị
Khi khởi động, máy được thiết lập để hiển thị các giá trị mất cân bằng ở năm (5) gam (g), tức là làm tròn đến bội số gần nhất của năm (hoặc ¼ ounce nếu đang để đơn vị giá trị là ounce).
Trong điều kiện này, bốn gam (g) giá trị mất cân bằng đầu tiên không được hiển thị đến giá trị ngưỡng, được thông báo bằng đèn LED 
 trên bảng điều khiển.
trên bảng điều khiển.
Có thể nhấn phím  để bỏ qua ngưỡng giá trị (đèn chỉ “x5”, “oz/ 4” sẽ ngắt), các giá trị mất cân bằng sẽ được hiển thị dạng gram (g) trên gram (g) (hoặc một phần mười (1/10) của ounce (oz) nếu màn hình đang hiển thị trong đơn vị ounce).
để bỏ qua ngưỡng giá trị (đèn chỉ “x5”, “oz/ 4” sẽ ngắt), các giá trị mất cân bằng sẽ được hiển thị dạng gram (g) trên gram (g) (hoặc một phần mười (1/10) của ounce (oz) nếu màn hình đang hiển thị trong đơn vị ounce).
Nhấn nút liên tục cho phép người sử dụng thiết đặt chế độ trực quan hoặc chế độ khác.
Quay bánh xe
Nhấn đồng thời phím  trên màn hình cùng với nút ở phía bên trái của máy và giữ cho đến khi máy tự động thực hiện giai đoạn phanh. Nếu một trong hai điểm tiếp xúc, hoặc cả hai được nhả ra trọng khi bánh xe đang quay hoặc máy đang đọc thông số thì một thông báo “A Cr” sẽ xuất hiện và cơ cấu phanh được tự động kích hoạt.
trên màn hình cùng với nút ở phía bên trái của máy và giữ cho đến khi máy tự động thực hiện giai đoạn phanh. Nếu một trong hai điểm tiếp xúc, hoặc cả hai được nhả ra trọng khi bánh xe đang quay hoặc máy đang đọc thông số thì một thông báo “A Cr” sẽ xuất hiện và cơ cấu phanh được tự động kích hoạt.
Cảnh báo:
Không vận hành máy nếu thiết bị an toàn không hoạt động hoặc đã bị thay thế không đúng quy cách.
Trong suốt quá trình sử dụng máy, người vận hành không nên có mặt tại khu vực thể hiện bằng mặt cắt trên hình 5.a.
Quay bánh xe ( với lồng bảo vệ )
Bánh xe tự động được quay khi lồng bảo vệ hạ xuống hoặc có thể được kích hoạt bằng cách nhấn phím START cùng với hạ lồng bảo vệ xuống.
Một thiết bị an toàn đặc biệt sẽ dừng bánh xe nếu lồng bảo vệ được nâng lên trong khi bánh xe đang quay, trong trường hợp này một tin nhắn “A Cr” được hiển thị trên màn hình.
Không vận hành máy mà không có lồng bảo vệ hoặc thiết bị an toàn của máy bị thay thế không đúng quy cách.
Không được nâng lồng bảo vệ lên trước khi bánh xe đã được dừng hẳn.
Nếu bánh xe vẫn quay liên tục do bị lỗi, tắt máy bằng cách sử dụng công tắc chính hoặc ngắt kết nối nguồn của máy (dừng khẩn cấp) và chờ cho đến khi bánh xe dừng hẳn mới được nâng lồng bảo vệ.Không được nâng lồng bảo vệ lên trước khi bánh xe đã được dừng hẳn.
Lựa chọn vị trí dán chì :
Máy cho phép người sử dụng lựa chọn vị trí dán chì phù hợp với nhu cầu sử dụng. Để thay đổi vị trí dán chì tiến hành theo các bước sau:
- Nhấn một trong hai phím 
 trong vòng 2 (hai) giây sau đó nhấn phím
trong vòng 2 (hai) giây sau đó nhấn phím 
 . Các lựa chọn này chỉ ra chương trình 89 trên màn hình bên trái, tin nhắn “ent” sẽ xuất hiện dạng nhấp nháy trên màn hình bên phải.
. Các lựa chọn này chỉ ra chương trình 89 trên màn hình bên trái, tin nhắn “ent” sẽ xuất hiện dạng nhấp nháy trên màn hình bên phải.
- Nhấn phím 
 để xác nhận.
để xác nhận.
- Tin nhắn ALU sẽ xuất hiện trên màn hình bên trái và thông báo H.XX sẽ xuất hiện trên màn hình hiển thị phải, trong đó XX chỉ lựa chọn của các vị trí dán chì được thiết đặt trên máy.
- Phím  được sử dụng để thay đổi vị trí đến H3, H6 hoặc H12
được sử dụng để thay đổi vị trí đến H3, H6 hoặc H12
- Nhấn 
 để xác nhận lựa chọn vừa thiết lập và thoát khỏi chức năng này.
để xác nhận lựa chọn vừa thiết lập và thoát khỏi chức năng này.
- Tùy thuộc vào việc sử dụng các loại chì mà lựa chọn vị trí dán chì cho phù hợp, có thể tham khảo bảng dưới đây:
|
Loại chì |
Vị trí dán chì |
|
Dạng kẹp truyền thống |
Luôn luôn để ở H12 (vị trí 12 giờ) |
|
Chì dán |
H3 |
|
Chì dán |
H6 |
|
Chì dán |
H12 |
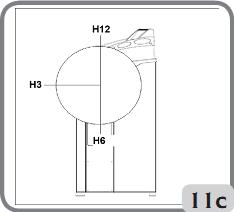
Các vị trí H3, H6 và H12 trên vành được mô tả như hình 11c
Các phương trình cân bằng cho máy cân bằng lốp Corghi EM7240
Trước khi thực hiện việc cân bằng lốp thì các bước sau đây cần phải tuân thủ nghiêm ngặt:
- Lắp bánh xe lên trục máy đảm bảo đồng tâm và chắc chắn bằng cách sử dụng mặt bích (ống côn) phù hợp.
- Khóa cố định bánh xe tránh dịch chuyển trong thời gian quay bánh xe và phanh.
- Loại bỏ các dị vật trên bánh xe như đối trọng, sỏi, đất, .v.v.
- Thiết lập, khai báo các thông số hình học của bánh xe đảm bảo chính xác.
Cân bằng động ( tiêu chuẩn )
Thực hiện các bước theo quy trình như sau để tiến hành cân bằng động:
- Nhấn 
 và các phím cho đến khi đèn LED tương ứng với chương trình DYN sáng.
và các phím cho đến khi đèn LED tương ứng với chương trình DYN sáng.
- Nhấn phím 
 để các nhận lựa chọn.
để các nhận lựa chọn.
Chương trình này được khởi chạy tự động khi máy được bật
- Thiết lập các thông số hình học của bánh xe.
- Quay bánh xe bằng cách hạ lồng bảo vệ.
Để có kết quả đo chính xác nhất, không đè nặng hay tác động đến máy trong thời gian bánh xe quay.
- Đợi cho bánh xe tự động dừng lại và các giá trị mất cân bằng được hiển thị.
- Chọn phía đầu tiên để được cân bằng.
- Xoay bánh xe cho đến khi đèn báo trung tâm báo vị trí tương ứng sáng lên.
- Dùng chì có trọng lượng tương ứng với giá trị mất cân bằng gắn lên vành ở vị trí 12 giờ.
- Lặp lại các hoạt động ở trên cho phía vành còn lại.
- Cho bánh xe quay lại một lần để kiểm tra độ chính xác việc cân bằng, nếu chưa đạt cần sửa đổi các giá trị và vị trí mất cân bằng đã thực hiện trên.
Lưu ý rằng khi gắn chì sai vị trí mất cân bằng dù chỉ một vài độ cũng có thể dẫn đến sai số mất cân bằng có thể lên tới 5-10g trong khi kiểm tra lại, đặc biệt khi giá trị mất cân bằng của bánh xe lớn.
Cảnh báo :
Kiểm tra chắc chắn hệ thống (máy) phù hợp với trọng lượng vành để đảm bảo tính tối ưu.
Trọng lượng vành khong phù hợp (lớn hơn thông số máy) với máy, khi quay sẽ rất nguy hiểm.
Nếu nhấn phím 
 trong khi bánh xe đang quay, trục chính sẽ bị dừng gián đoạn sớm.
trong khi bánh xe đang quay, trục chính sẽ bị dừng gián đoạn sớm.
Cân bằng tĩnh
Một bánh xe có thể được cân bằng bằng một đối trọng (chì) trên một trong hai bên hoặc ở trung tâm của lốp, phương pháp này gọi là cân bằng tĩnh. Tuy nhiên, một lốp xe được cân bằng tĩnh thì vẫn có thể bị mất cân bằng động, đặc biệt đổi với lốp có chiều rộng lớn.
- Nhấn nút 
 cho đến khi đèn LED tương ứng với chương trình cân bằng Tĩnh (STATIC) sáng.
cho đến khi đèn LED tương ứng với chương trình cân bằng Tĩnh (STATIC) sáng.
- Nhấn nút 
 để xác nhận lựa chọn.
để xác nhận lựa chọn.
- Nhập giá trị đường kính vành xe (trong chế độ cân bằng tĩnh không cần thiết phải nhập giá trị độ rộng vành và khoảng cách vành với máy).
- Quay bánh xe bằng cách hạ thấp lồng bảo vệ.
- Đợi cho đến khi bánh xe tự động dừng và giá trị mất cân bằng tĩnh được hiển thị.
- Xoay bánh xe cho đến khi đèn trung tâm chỉ vị trí mất cân bằng sáng lên.
- Dùng chì có trọng lượng tương đương với giá trị mất cân bằng đóng (hoặc dán) vào phía bên ngoài hoặc bên trong vành tại vị trí 12 giờ hoặc tại tâm của vành. Nếu thực hiện tốt, trọng lượng được áp dụng trên đường kính nhỏ hơn đường kính danh định của vành. Một giá trị 2 hoặc 3 inch nhỏ hơn giá trị danh định phải được nhập vào khi khai báo đường kính vành để cho kết quả đo chính xác nhất.
-Tuân thủ theo các hướng dẫn trong quy trình cân bằng để kiểm tra quay thử bánh xe.
Cân bằng vành hợp kim ( ALU)
Chì dán thường được sử dụng để cân bằng cho bánh xe hợp kim (vành hợp kim) và cách thức thực hiện khác nhau trong tiêu chuẩn cân bằng .
Một số chương trình cân bằng ALU có sẵn và được thiết kế đặc biệt cho từng kiểu vành. Chương trình ALU có thể được lựa chọn như sau:
- Nhấn các phím 
 cho đến khi đèn LED tương thích với chương trình ALU sáng.
cho đến khi đèn LED tương thích với chương trình ALU sáng.
- Nhấn phím 
 vài lần để xác nhận lựa chọn chương trình cân bằng ALU mong muốn (Các cách thức dán chì cân bằng trên vành dược hiển thị trên bảng điều khiển).
vài lần để xác nhận lựa chọn chương trình cân bằng ALU mong muốn (Các cách thức dán chì cân bằng trên vành dược hiển thị trên bảng điều khiển).
Chương trình ALU 1P, 2P
Các chương trình này được sử dụng để cân bằng với mức chính xác tối đa vành hợp kim yêu cầu cả hai trọng lượng được áp dụng trên cùng một phía (trong) đĩa vành. Đây là kiểu cân bằng bánh xe đặc biệt thích hợp cho việc áp dụng các loại chì dán trên vành, nhờ vào vị trí trước của bánh xe phía gần thân có khoảng trống lớn bên trong vành nên các thao tác được dễ dàng.
Sau khi lựa chọn chương trình ALU P mong muốn, các giá trị của vành xe phải được nhập lại.
Khai báo thông số bánh xe.
Dữ liệu hình học liên quan đến mặt phẳng cân bằng thực tế chứ không phải thông số danh định bánh xe (như trong các chương trình tiêu chuẩn ALU) phải được thiết lập. Mặt phẳng cân bằng để dán chì có thể được lựa chọn bởi người sử dụng tùy theo hình dạng cụ thể của vành. Tuy nhiên, để giảm bớt số lượng và trọng lượng chì cần dán thì nên chọn mặt phẳng cân bằng càng xa nhau càng tốt, nếu khoảng cách giữa hai mặt cân bằng nhỏ hơn 37 mm (1.5”) thì màn hình sẽ hiển thị tin nhắn “A5”.
Với phiên bản máy có cảm biến kỹ thuật số, quy trình thực hiện như sau:
- Di chuyển điểm cuối của tay đo tự động phù hợp với mặt phẳng đã lựa chọn cho việc áp dụng chì dán trong. Trong chế độ ALU 1P, tâm của cóc trên phần cuối của tay đo được xem như là điểm chuẩn xác định tâm đo vị trí dán chì (phiên bản không có đầu dán chì). Đối với phiên bản có đầu gắn chì trên tay đo, đường tâm của chì phải tương ứng với tâm của rãnh đặt chì. (Hình 13/ 13a).
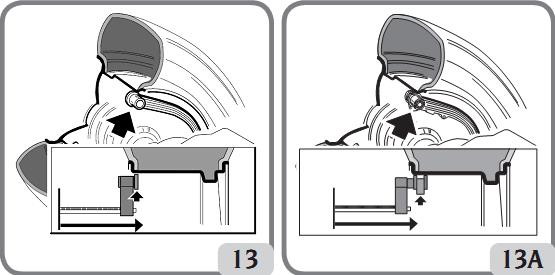
- Trong chế độ ALU 2P chuyển sang cạnh vành, vì chì dán là dạng kẹp truyền thống (hình 10/ 10a).
Hết sức chú ý đến điểm cuối của tay đo đang ở vị trí nào trong không gian của vành thì chì sẽ được gián ở vị trí đó.
- Giữ tay đo ở vị trí đo, sau khoảng hai giây, khi máy phát ra tiếng kêu để báo rằng các giá trị đo khoảng cách và đường kính đã được xác định.
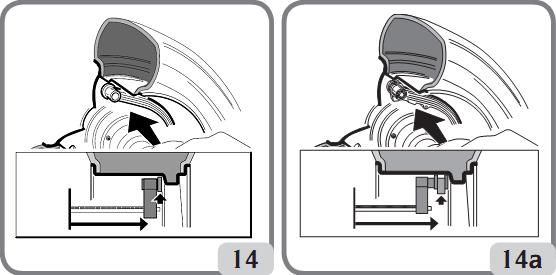
- Di chuyển điểm cuối của tay đo tự động đến mặt cân bằng tương ứng đã được lựa chọn để thực hiện với chì cân bằng ngoài (Hình 14/ 14a) tương tự như làm đối với phía trong như ở trên.
- Giữ tay đo ở vị trí cần đo và chờ âm thanh tín hiệu báo xác nhận giá trị đo.
- Đưa tay đo về vị trí ban đầu.
Nếu tay đo được đưa trở lại sau khi chỉ có giữ liệu của một mặt phẳng cân bằng hoặc nếu đầu tiên là dữ liệu mặt phẳng chuẩn ngoài sau đó dến dữ liệu mặt phẳng trong được xác lập, tin nhắn “A 23” sẽ được hiển thị và thông số đo thu được không được xác nhận.
- Tiến hành quay bánh xe (trục).
Trong phiên bản máy với cảm biến thủ công, quy trình thực hiện như sau:
- Nhấn phím 
 để thực hiện lệnh nhập khoảng cách d1 từ mép trong vành đến máy (đèn LED báo khoảng cách trên mặt điều khiển máy sẽ sáng)
để thực hiện lệnh nhập khoảng cách d1 từ mép trong vành đến máy (đèn LED báo khoảng cách trên mặt điều khiển máy sẽ sáng)
- Vị trí điểm cuối của tay đo trên mặt phẳng cân bằng được chọn là vị trí dán chì (hình 13/ 13a đối với ALU 1P và hình 10/ 10a đối với ALU 2P). Trong chế độ Alu 1P, tâm của cóc đầu tay đo được xác định như là tâm dán chì (phiên bản không có đầu dán chì). Trong các phiên bản máy có thiết bị giữ và dán chì, tâm của chì phải tương đương với tâm của rãnh để đặt chì. Trong chế độ ALU 2P thì cạnh vành được xem như một mặt phẳng cân bằng vì chì trong là lại kẹp thông thường.
Hết sức chú ý đến điểm cuối của tay đo đang ở vị trí nào trong không gian của vành thì chì sẽ được gián ở vị trí đó.
- Đọc thông số khoảng cách d1 từ mép vành trong đến thân máy trên thước.
- Sửa đổi các giá trị trên màn hình hiển thị phải bằng cách nhấn các phím 
 đến khi đạt được giá trị khoảng cách d1 đã đo trước đó.
đến khi đạt được giá trị khoảng cách d1 đã đo trước đó.
- Nhấn phím 
 một lần nữa để chuẩn bị nhập khoảng cách d2 (khoảng cách từ thân máy đến cạnh ngoài) (đèn LED báo khoảng cách ngoài trên panle điều khiển sẽ sáng).
một lần nữa để chuẩn bị nhập khoảng cách d2 (khoảng cách từ thân máy đến cạnh ngoài) (đèn LED báo khoảng cách ngoài trên panle điều khiển sẽ sáng).
- Vị trí điểm cuối của tay đo trên mặt chuẩn được chọn để gắn chì ngoài như được mô tả đối với cạnh trong ở trên.
- Đọc khoảng cách d2 trên thước.
- Điều chỉnh giá trị ghi trên đồng hồ hiển thị phải bằng cách nhấn các phím  để đạt được giá trị khoảng cách d2 đã đo bằng thước.
để đạt được giá trị khoảng cách d2 đã đo bằng thước.
- Nhấn phím  một lần nữa để đặt thiết bị sang chế độ nhậm đường kính danh nghĩa vành xe.
một lần nữa để đặt thiết bị sang chế độ nhậm đường kính danh nghĩa vành xe.
- Đọc giá trị đường kính danh nghĩa vành xe được ghi trên lốp.
- Hiệu chỉnh giá trị hiển thị trên màn hình bên phải bằng cách nhấn các phím  để có được đường kính danh nghĩa.
để có được đường kính danh nghĩa.
- Nhấn nút 
 để hiển thị giá trị mất cân bằng (xác định lại kết quả với những khoảng cách mới) hoặc nhấn phím
để hiển thị giá trị mất cân bằng (xác định lại kết quả với những khoảng cách mới) hoặc nhấn phím 
 để xác nhận quay bánh xe.
để xác nhận quay bánh xe.
Dán chì cân bằng (hình 15)
- Chọn mặt cân bằng để dán chì cân bằng đầu tiên.
- Xoay bánh xe cho đến khi đèn báo vị trí dán chì (đèn tâm) sáng lên. Nếu chì được sử dụng là loại kẹp truyền thống (phía bên trong trong chế độ Alu 2P), gắn vào vị trí 12 giờ tương ứng. Nếu chì cân bằng là loại chì dán và máy được trang bị thiết bị gắn chì thì tiến hành như sau:
- Đặt chì vào trong khe hở của đầu gắn chì của tay đo (hình 15, a, b) sao cho lớp giấy bảo vệ quay về phía mặt vành sau đó gỡ bỏ lớp giấy dán trên chì (hình 15 c).
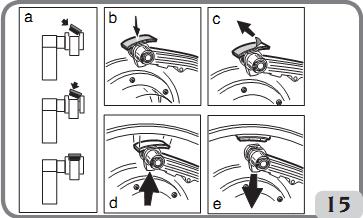
- TRONG PHIÊN BẢN MÁY VỚI CẢM BIẾN TỰ ĐỘNG di chuyển cảm biến cho đến khi đến vị trí chỉ định, khi đó một màn hình hiển thị tiếp tục cho thấy giá trị mất cân bằng của các bên, và đồng thời, một màn hình khác chỉ ra vị trí cảm biến dưới dạng giá trị, giá trị này về “0” (không) khi đầu cảm biến ở vị trí mất cân bằng (dán chì).
- TRONG PHIÊN BẢN MÁY VỚI CẢM BIẾN THỦ CÔNG, khi bánh xe đang ở vị trí trung tâm, máy hiển thị giá trị mất cân bằng trên môtj màn hình trong khi một màn hình khác hiển thị luôn phiên thông báo “d1” hoặc “d2” với giá trị khoảng cách của mặt cân bằng chuẩn tới thân máy.
- Di chuyển cảm biến tới vị trí được chỉ ra trên màn hình, khi đó giá trị “d1” hoặc “d2” xuất hiện luôn phiên với giá trị khoảng cách (Khoảng cách được đọc trên thước đo).
- Xoay điểm cuối của tay đo cho đến khi mặt chì dán tiếp xúc phù hợp với bề mặt vành.
- Nhấn nút (hình 15d) để tháo chì và dán lên vành.
- Đưa tay đo trở lại vị trí ban đầu (hình 15 e).
- Lặp lại các hoạt động để thực hiện cho chì cân bằng thứ hai.
- Cho bánh xe quay lại một lần để kiểm tra độ cân bằng của bánh sau khi đã dán chì.
Bề mặt vành phải hoàn toàn sạch sẽ để cho kết quả cân bằng chính xác nhất. Nếu cần thiết có thể làm sạch vành xe bằng các phương pháp phù hợp.
Đối với phiên bản máy không có đầu gắn chì trên đầu tay đo thì quy trình thực hiện như sau:
- Chọn mặt cân bằng đầu tiên để gắn chì.
- Xoay bánh xe cho đến khi đèn báo vị trí mất cân bằng sáng.
- Sử dụng chì dán thủ công vào vị trí mà mặt cân bằng tương đối đã được xác định (được đo). Sử dụng tâm chì của cả khối lượng (có thể gồm nhiều miếng chì) làm chuẩn. Khi đó một màn hình sẽ chỉ ra giá trị mất cân bằng của phía được cân bằng và một màn hình hiển thị dòng thông báo “H.XX” để chỉ ra vị trí dán chì chính xác như nói ở hình 11c.
Chương trình “Mobile Planes” (mặt phẳng di động) (chỉ có trong chương trình Alu P).
Chức năng này được tự động kích hoạt khi một chương trình ALU P được lựa chọn. Nó đổi vị trị được lựa chọn để dán chì để đảm bảo mức độ cân bằng hoàn hảo của bánh xe sử dụng trọng lượng chì có sẵn (trọng lượng là bội số của 5g). Độ chính xác của máy được cải thiện, có thể tránh được việc làm tròn giá trị hoặc phải cắt chì có sẵn để đạt trọng lượng chính xác với giá trị mất cân bằng. Các vị trí được sửa đổi để dán chì được xác định bởi người sử dụng theo thông tin được cấp bới máy cân bằng (Xem mục DÁN CHÌ CÂN BẰNG).
Chương trình ẩn chì của máy cân bằng lốp Corghi EM7240
(Chỉ có trong chế độ ALU P)
Chương trình này cho phép chia trọng lượng mất cân bằng Pe thành hai trọng lượng P1 và P2 nằm ở bất kỳ vị trí nào do người vận hành lựa chọn.
Điều kiện duy nhất là hai trọng lượng P1, P2 và trọng lượng mất cân bằng bên ngoài Pe phải nằm trong một góc 1200 như hình 16.
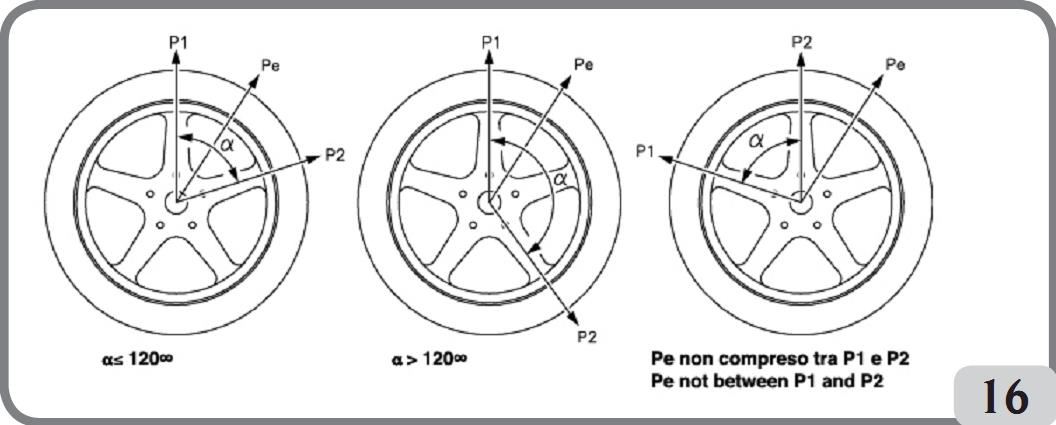
Hình 16: Điều kiện cần thiết để sử dụng chương trình ẩn chì (chia chì)
Chương trình ẩn chì có thể được sử dụng với vành hợp kim, kết hợp với các chương trình ALU 1P và ALU 2P trong các tình huống (trường hợp) sau:
- Khi cần tính thẩm mỹ muốn dấu chì vào giữa các nan vành.
Để sử dụng chương trình này tiến hành thực hiện theo các bước sau:
1. Chọn một trong hai chức năng (chế độ) ALU 1P hoặc ALU 2P
2. Thực hiện các bước cân bằng như được mô tả trong hai “chương trình ALU 1P, 2P” nhưng không dùng chì ngoài.
3. Bấm phím 
 cho đến khi đèn LED tương ứng với chương trình
cho đến khi đèn LED tương ứng với chương trình 
 sáng.
sáng.
- Nhấn để chọn chương trình ẩn chì. Nếu người vận hành lựa chọn chương trình (chức năng) này mà không phải trong chế độ cân bằng ALU P thì màn hình sẽ hiển thị tin nhắn cảnh báo “ A 26”. Nếu bánh xe được cân bằng trên cạnh ngoài thì màn hình máy hiển thị tin nhắn như trên hình 16A.

Hình 16A Ẩn chì: lỗi quy trình
Nhấn phím 
 để thoát khỏi chương trình ẩn chì bất cứ lúc nào.
để thoát khỏi chương trình ẩn chì bất cứ lúc nào.
4. Để dễ dàng thực hiện hơn nên đánh dấu vị trí mất cân bằng (Pe) trên lốp. Để thực hiện được, di chuyển (quay) bánh xe đến vị trí tâm và đánh dấu vào vị trị trí góc 3 giờ nếu máy đang ở trạng thái “H 3” hoặc đánh dấu vào vị trí 6 giờ nếu máy đang ở trạng thái “H 6”, đánh dấu vị trí góc 12 giờ nếu máy đang để ở cấu hình “H 12”.
- Xoay bánh xe đến vị trí đầu tiên bạn muốn gắn chì (P1) và nhấn  để xác nhận.
để xác nhận.
Để chọn vị trí chính xác dán chì P1liên quán đến sự mất cân bằng Pe, sử dụng vị trí góc 3 giờ chư một chuẩn vị trí nếu máy đang ở cấu hình hoạt động “H3” hoặc hướng 6 giờ, 12 giờ nếu máy đang hoạt động ở cấu hình “H6”, “H12”.
Góc giữa P1 và Pe phải nhỏ hơn 1200.
6. Nếu chọn góc lớn hơn 1200, máy sẽ hiển thị tin nhắn như hình 16A trong khoảng 3 giây để thông báo cho người vận hành thay đổi vị trí. Nếu góc chọn là dưới 1200, máy hiển thị thông báo như hình 16C để nhắc người sử dụng thực hiện bước tiếp theo.


Hình 16C Ẩn chì : Lựa chọn vị trí P2
7. Xoay bánh xe đến vị trí thứ hai muốn dán chì P2 và nhấn  để xác nhận.
để xác nhận.
Để chọn vị trí chính xác dán chì P2liên quán đến sự mất cân bằng Pe, sử dụng vị trí góc 3 giờ chư một chuẩn vị trí nếu máy đang ở cấu hình hoạt động “H3” hoặc hướng 6 giờ, 12 giờ nếu máy đang hoạt động ở cấu hình “H6”, “H12”.
Góc độ giữa P1 và P2 phải nhỏ hơn 1200 và phải bao gồm trọng lượng mất cân bằng Pe.
8. Nếu góc lựa chọn lớn hơn 1200 máy sẽ hiển thị thông báo như hình 16D trong khoảng 3 giây để chỉ cho người vận hành thấy cần phải lặp lại bước 7 cho đến khi chính xác. Nếu góc chọn là dưới 1200, máy ngay lập tức hiển thị giá trị của chì P2. Đèn LED 
 vẫn sáng để cho thấy chương trình “Ẩn chì” đang hoạt động.
vẫn sáng để cho thấy chương trình “Ẩn chì” đang hoạt động.

Hình 16 D Ẩn chì: vị trí dán chì P2 không chính xác
9. Quay bánh xe, hai giá trị mất cân bằng được tính toán được hiển thị luân phiên cùng với sự thay đổi của góc độ vị trí.
10. Tiến hành gắn một trong hai vị trí như mô tả trong phần “Chương trình ALU 1P, 2P”.
11. Khi chương trình ẩn chì hoàn tất, bạn có thể tiếp tục làm việc với bất kỳ chương trình nào khác.
Chức năng Ẩn Chì được kết hợp với chức năng SHIFT PLANES (thay đổi mặt dán chì) để cho phép trọng lượng cân bằng là bội số của 5g.
Tiêu chuẩn các chương trình ALU (ALU 1, 2, 3, 4, 5)
Tiêu chuẩn các chương trình ALU cho phép áp dụng các vị trí, phương thức dán chì khác nhau (hình 15) và cho các giá trị mất cân bằng chính xác duy trì việc thiết lập các thông số hình học danh nghĩa của vành hợp kim.
- Nhấn các phím 
 cho đến khi đèn LED tương ứng với chương trình ALU sáng.
cho đến khi đèn LED tương ứng với chương trình ALU sáng.
- Nhấn nút 
 nhiều lần nếu cần thiết để xác nhận lựa chọn chương trình Alu mong muốn (Các mặt chuẩn cân bằng tương ứng được đánh dấu trên vành được hiển thị trên màn hình).
nhiều lần nếu cần thiết để xác nhận lựa chọn chương trình Alu mong muốn (Các mặt chuẩn cân bằng tương ứng được đánh dấu trên vành được hiển thị trên màn hình).
- Nhập thông số hình học bánh xe.
Nếu các giá trị đường kính và khoảng cách giữa các mặt chuẩn cân bằng được tính toán lại vượt qua thông số hình học cơ bản (cơ sở) của bánh xe theo thông số kỹ thuật thì tin nhắn “A Alu” sẽ được hiển thị.
- Quy trình tiến hành như đối với cân bằng động
- Việc thực hiện đối với chì cân bằng tham khảo trong mục “LỰA CHỌN VỊ TRÍ DÁN CHÌ”
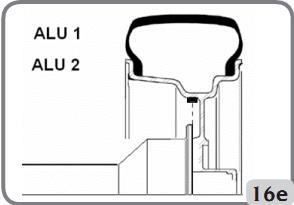
LƯU Ý:Trong chương trình ALU 1 và ALU 2 lượng mất cân bằng được hiển thị bởi máy trên cạnh ngoài đến tâm chì dán của trọng lực của mặt bích lắp ráp trên trục, hình 16e.
Một giá trị mất cân bằng nhỏ có thể vẫn tồn tại ở lần kiểm tra cuối là do sai số hình dạng so với kích thước ban đầu của vành. Khi đó cần thay đổi vị trí và giá trị chì dán trước đó để có độ chính xác cân bằng cao hơn.
Cân bằng bánh xe mô tô (xe máy).
Các bánh xe mô tô có thể được cân bằng trong:
- Dynamic mode (chế độ cân bằng động): Khi chiều rộng bánh xe lớn (trên 3 inch) có thể tạo ra các lượng mất cân bằng lớn không thể loại bỏ được bằng chế độ cân bằng tĩnh (quy trình được khuyến cáo nên sử dụng).
- Chế độ cân bằng động cho vành hợp kim: Là chương trình tương tự như chương trình ALU trên bánh xe ô tô.
- Static Mode (Chế độ cân bằng tĩnh): CHỈ CÂN BẰNG TRỌNG LƯỢNG, PHÂN CHIA (CHIA CHÌ) NẾU CẦN THIẾT CÁC PHẦN GIỐNG NHAU Ở HAI PHÍA, quy trình thực hiện được mô tả trong mục cân bằng tĩnh.
Chương trình cân bằng động mô tô
Thực hiện theo các bước dưới đây để cân bằng cho bánh xe mô tô trên hai mặt chuẩn (cân bằng động) sử dụng chì kẹp:
- Cố định (lắp ráp) bộ chuyển đổi cho bánh xe mô tô (AUMO) trên máy cân bằng như chỉ ra trong hình 17.

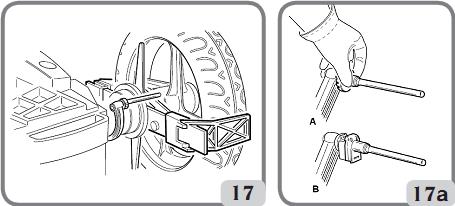
- Chèn hai con vít được cấp kèm vào các lỗ trên mặt bích tiếp xúc với bánh xe.
- Xiết chặt các ốc vít trên bọ chuyển đổi đảm bảo rằng chúng đã được lắp ráp chính xác.
- Lắp đầu chốt phù hợp nhất (phu thuộc vào lỗ trung tâm của bánh xe) vào trục sau khi gỡ tâm ren.
- Lắp bánh xe sau khi đã chọn các đầu côn định tâm (mỗi bên bánh xe một cái, xiết chặt với tay xiết thích hợp và sử dụng miếng đệm bảo vệ đầu côn để bảo vệ phần ren của trục.
LƯU Ý: Bánh xe phải được cố định chắc chắn trên mặt bích để tránh mọi chuyển động trong suốt hai hành trình quay và phanh.
- Nhấn phím 
 cho đến khi đèn LED tương ứng với chương trình
cho đến khi đèn LED tương ứng với chương trình 
 sáng.
sáng.
- Nhấn phím 
 để xác nhận lựa chọn.
để xác nhận lựa chọn.
- Lắp đầu nối dài chuyên dụng trên tay đo trong là A nếu đầu gắn chì không được lắp đặt trên tay đo, là B nếu đầu gắn chì được lắp trên tay đo (hình 17a).
Luôn nhớ phải gỡ phần mở rộng này trước khi quay bánh xe.
- Thiết lập các thông số hình học bánh xe như binh thường.
- Tiến hành cân bằng như mô tả cho cân bằng động.
Chương trình ALU cho xe mô tô
Thực hiện theo các bước dưới đây để cân bằng động cho xe mô tô sử dụng chì dán:
- Nhấn các phím 
 cho đến khi đèn LED tương ứng với chương trình
cho đến khi đèn LED tương ứng với chương trình 
 sáng.
sáng.
- Nhấn nút 
 hai lần để lựa chọn chương trình “Motorcycle Alu – cân bằng alu cho xe mô tô” (các mặt cân bằng chuẩn tương ứng được hiển thị trên bảng điều khiển).
hai lần để lựa chọn chương trình “Motorcycle Alu – cân bằng alu cho xe mô tô” (các mặt cân bằng chuẩn tương ứng được hiển thị trên bảng điều khiển).
- Tiến hành như mô tả đối với chương trình cân bằng động xe máy.
- Khi áp dụng việc dán chì, sử dụng vị trí 3 giờ làm chuẩn nếu máy đang hoạt động ở cấu hình “H3” tương tự với vị trí 6 giờ “H6” hoặc 12 giờ “H12”.
Kết quả tốt nhất có thể đạt được nếu chì dán được đặt ở mép của vành.
Chương trình chia chì ( chỉ có sẵn với các chương trình của xe mô tô)
Một số loại vành có nan hoa kích thước rất rộng khong thể dán chì bên cạnh chúng thì chương trình chia chì thành hai phần tương ứng như đã giới thiệu sẽ giải quyết được vấn đề này.
Trong trường hợp, khi vị trí trung tâm xác định được và được chỉ rõ rằng lượng trọng lượng bù cân bằng phải được đặt trên đường với một chấu (nan) tiến hành như sau:
- Duy trì ở vị trí trung tâm.
- Nhấn 
 .
.
- Sử dụng các phím 
 để lựa chọn bề rộng của chấu (nan):
để lựa chọn bề rộng của chấu (nan):
+ 1 = nhỏ.
+ 2 = Trung bình.
+ 3 = Rộng.
+ OFF = Tắt chức năng của chương trình.
- Xác nhận với phím  .
.
- Áp dụng hai đối trọng (hai vị trí dán chì) mới với vị trí được chỉ định bởi người vận hành.
Trong “ALU MOTO” (chương trình Alu cho xe mô tô) và chế độ “Dynamic” (cân bằng động) có thể cho phép phân chia chì trên cả hai mặt của bánh xe được cân bằng.
Chương trình tối ưu hóa OPT FLASH
Chương trình này giảm thiểu bất kỳ rung động vẫn còn tồn tại trên xe khi chạy ngay cả sau khi đã cân bằng chính xác, do đó giảm thiểu hiện tượng khớp nối vành bánh xe bị xô ra ngoài.
Dựa trên kinh nghiệm của nhà sản xuất, chương trình có thể được nhớ lại mỗi khi nó nó giảm thiếu tối thiểu chạy phát ra tiếng ồn bởi các rung động được đề cập ở trên.
Các tính toán được xác định bởi chương trình này được dựa trên các giá trị mất cân bằng đo được trong hành trình quay do đó cần căn cứ vào bánh xe được cân bằng.
Thực hiện các bước dưới đây để gọi lại chương trình:
- Nhấn các phím 
 cho đến khi đèn LED tương ứng với chương trình OPT sáng.
cho đến khi đèn LED tương ứng với chương trình OPT sáng.
- Nhấn phím 
 để xác nhận lựa chọn.
để xác nhận lựa chọn.
Sau khi các lựa chọn được thực hiện, máy sẽ chỉ ra các chỉ dẫn để tiến hành với chương trình. Khi đó, máy sẽ xuất hiện thông báo dưới dạng nhấp nháy sau:
+ “YES OPT” nếu xác nhận đúng.
+ “NO OPT” nếu không.
Nhấn phím 
 để thoát chương trình và quay trở lại môi trường DYN (cân bằng động).
để thoát chương trình và quay trở lại môi trường DYN (cân bằng động).
Khi quy trình thực hiện được gọi lên, màn hình trái sẽ xuất hiện “OP.1”.
OPT 1
- Di chuyển van đến vị trí 12 giờ.
- Xác nhận hoạt động bằng cách nhấn phím 
 .
.
OPT 2
- Xoay bánh xe cho đến khi đạt được vị trí được chỉ định bởi đèn trung tâm báo vị trí sáng.
- Đánh dấu vị trí 12 giờ ở phía ngoài lốp xe bằng phấn.
- Nhấn nút 
 .
.
Nếu lúc này phím 
 được nhấn, hệ thống tạm thời thoát khỏi chương trình OPT (để trở lại, lặp lại các bước quy trình chương trình OPT).
được nhấn, hệ thống tạm thời thoát khỏi chương trình OPT (để trở lại, lặp lại các bước quy trình chương trình OPT).
- Tháo bánh xe từ máy cân bằng lốp.
- Xoay lốp trên mép vành cho đến khi điểm đánh dấu bằng phấn trùng với ván (xoay 1800).
- Lắp bánh xe lên máy cân bằng lốp.
- Xoay bánh xe cho đến khi van nằm ở vị trí 12 giờ.
- Nhấn nút 
 .
.
- Thực hiện một vòng quay cho bánh xe.
- Chế độ xem trước sự cải thiện có thể được hiển thị trước khi tiếp tục với giai đoạn cuối cùng của quá trình tối ưu hóa. Nếu việc cải thiện chưa tối ưu hoặc không đáng kể nhấn nút 
 để thoát.
để thoát.
Thực hiện các bước sau để hiển thị mức độ cải thiện có thể đạt được:
- Nhấn nút 
 một lần: Các giá trị mất cân bằng thực tế của bánh xe đang được lắp trên máy cân bằng lốp sẽ được hiển thị trên màn hình.
một lần: Các giá trị mất cân bằng thực tế của bánh xe đang được lắp trên máy cân bằng lốp sẽ được hiển thị trên màn hình.
- Nhấn nút  một lần nữa: Các giá trị mất cân bằng được chỉ ra trên màn hình là các giá trị có thể đạt được bằng cách tiếp tục thực hiện đến bước cuối cùng của quy trình tối ưu hóa.
một lần nữa: Các giá trị mất cân bằng được chỉ ra trên màn hình là các giá trị có thể đạt được bằng cách tiếp tục thực hiện đến bước cuối cùng của quy trình tối ưu hóa.
- Khi nút  được nhấn lần thứ ba, máy sẽ chuẩn bị thực hiện bước cuối cùng của chương trình tối ưu hóa OPT.
được nhấn lần thứ ba, máy sẽ chuẩn bị thực hiện bước cuối cùng của chương trình tối ưu hóa OPT.
OPT 3
- Xoay bánh xe cho đến khi đèn báo vị trí trung tâm sáng.
- Dùng phấn đánh dấu kép trên mép ngoài của lốp xe tại vị trí 12 giờ. Nếu màn hình chỉ ra rằng lốp xe nên được xoay quanh vành thì dùng phấn đánh dấu lên cạnh trong (vành). Người sử dụng có thể chuyển đổi từ chế độ “đảo ngược” hoặc “không đảo ngược” bằng cách nhấn phím 
 .
.
- Nhấn nút 
 .
.
- Tháo bánh xe ra khỏi máy cân bằng lốp.
- Xoay lốp (và lắp ngược lại nến cần thiết) trên vành cho đến khi vạch dấu phấn trùng với van.
- Lắp bánh xe lên máy cân bằng.
- Nhấn nút  để xác nhận việc quay lốp.
để xác nhận việc quay lốp.
- Thực hiện một vòng quay.
Khi quay xong, chương trình tối ưu hóa đã được hoàn thành và trọng lượng cần dùng để cân bằng bánh xe sẽ được hiển thị.
Nếu có lỗi ảnh hưởng đến kết quả cuối cùng, thì máy sẽ hiển thị tin nhắn “E 6” lúc này có thể lặp lại các bước của quy trình như mô tả ở trên.
Các trường hợp đặc biệt
- Tin nhắn “OUT 2” có thể được hiển thị khi kết thức lần quay bánh xe đầu tiên. Trong trường hợp này nên thoát khỏi chương trình bằng cách nhấn nút: 
 Các giá trị của trọng lượng cần thiết để cân bằng được hiển thị. Việc thực hiện chương trình bị gián đoạn do đó không cho được kết quả tốt trong khâu cuối cùng. Nhấn nút
Các giá trị của trọng lượng cần thiết để cân bằng được hiển thị. Việc thực hiện chương trình bị gián đoạn do đó không cho được kết quả tốt trong khâu cuối cùng. Nhấn nút 
 để tiếp tục chương trình tối ưu hóa.
để tiếp tục chương trình tối ưu hóa.
- Kết thúc lần quay đầu tiên một hướng dẫn đảo lốp trên vành theo hướng ngược lại có thể xuất hiện. Nếu bạn không có ý định đảo ngược lốp hoặc nếu làm như vậy là không thể, bấm phím  và máy sẽ hướng dẫn để hoàn tất chương trình mà không cần đảo lốp.
và máy sẽ hướng dẫn để hoàn tất chương trình mà không cần đảo lốp.
Các chương trình Calib ( hiệu chuẩn máy cân bằng lốp Corghi EM7240)
Calib độ nhạy
Máy cần hiệu chỉnh (calib) khi phát hiện sai số vượt mức cho phép hoặc khi máy hiển thị tin nhắn “E 1” yêu cầu calib.
- Lắp bánh xe có kích thước trung bình (đường kính không nhỏ hơn 14”) mà có độ mất cân bằng nhỏ lên máy cân bằng lốp.
- Nhấn các phím 
 cho đến khi các đèn tương ứng với chương trình CAL sáng
cho đến khi các đèn tương ứng với chương trình CAL sáng 
 .
.
- Nhấn phím 
 để chọn.
để chọn.
- Sau khi lựa chọn máy sẽ hiển thị tin nhắn:
+ CAL trên bàn hình hiển thị trái.
+ GO trên màn hình hiển thị phải.
- Xác thực cho quay lần đầu.
- Kết thúc quay, cố định thanh trọng lượng dùng để calib máy lên đầu côn (hình chuông) trên trục máy như chỉ ra trong hình 18.
- Thực hiện lần quay bánh xe thứ hai.
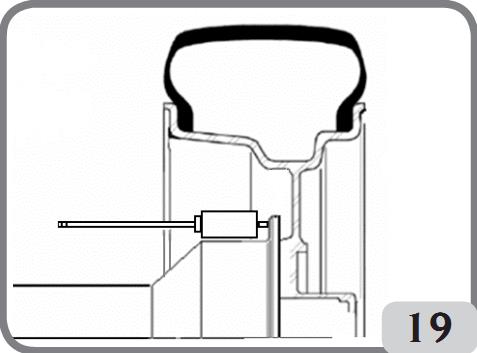
- Cuối hành trình quay, thay đổi vị trí thanh trọng lượng dùng để calib như hình 19.
- Xác định lần quay thứ ba.
Đến bước calib cuối cùng bao gồm việc thực hiện ba lần quay lên tiếp trong chế độ tự động.
Cuối hành trình quay (tin nhắn “End CAL” sẽ xuất hiện trên màn hình), nếu việc calib hoàn thành một tín hiệu âm thanh sẽ xuất hiện vào cuối hành trình quay, nếu không một tin nhắn “E 2” sẽ hiển thị.
CHÚ Ý
- Khi quy trình kết thúc cần tháo ngay thanh trọng lượng dùng để calib ra khỏi máy.
- Nhấn phím 
 có thể làm gián đoạn chương trình bất cứ lúc nào.
có thể làm gián đoạn chương trình bất cứ lúc nào.
- Việc calib mô tả ở trên có thê áp dụng cho bất kỳ loại lốp nào.
Calib cảm biến đo độ rộng ( nếu có)
Quy trình này được sử dụng để calib (hiệu chuẩn) chiết áp của cảm biến ngoài (đo độ rộng). Nó phải được thực hiện khi máy hiển thị tin nhắn “E 4” hoặc khi đo vào vành thấy sai số so với độ rộng thực tế của vành.
- Nhấn các phím 
 cho đến khi đèn LED tương ứng với chương trình CAL sáng
cho đến khi đèn LED tương ứng với chương trình CAL sáng 
- Nhấn phím 
 hai lần để xác nhận lựa chọn. Tin nhắn “CAL” sẽ xuất hiện trên màn hình hiển thị trái và tin nhắn nhấp nháy “E” sẽ xuất hiện trên màn hình phải.
hai lần để xác nhận lựa chọn. Tin nhắn “CAL” sẽ xuất hiện trên màn hình hiển thị trái và tin nhắn nhấp nháy “E” sẽ xuất hiện trên màn hình phải.
- Đưa đầu tay đo độ rộng tự động cho tiếp xúc với đầu mặt bích như chỉ ra trong hình 20.
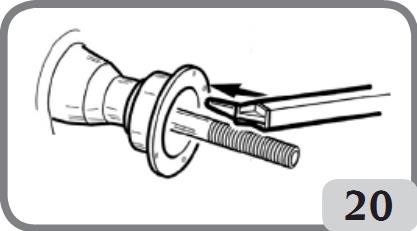
- Nhấn nút Enter 
 để xác nhận vị trí cảm biến đo vị trí.
để xác nhận vị trí cảm biến đo vị trí.
- Đưa tay đo trở lại vị trí ban đầu.
Nếu việc calib được thực hiện thành công, một thông báo xác nhận sẽ được hiển thị. Nếu xuất hiện tin nhắn “A 20” có nghĩa vị trí thiết bị do không chính xác để calib khi đó đặt lại vị trí đo chính xác và thực hiện lại các bước như mô tả trên.
Bằng cách nhấn phím có thể thoát khỏi chương trình mà không thực hiện việc calib.
------------------------------------------------------------------------------------------------------
Trên đây là tài liệu Hướng dẫn sử dụng máy cân bằng lốp Corghi EM7240 bạn có thể tham khảo để vận hành thiết bị theo đúng quy trình kĩ thuật, chúng tôi sẽ có bài viết mới về các sự cố khi sử dụng thiết bị và cách xử lí sao cho phù hợp. Truy cập website thietbitanphat.com.vn để có được nhiều thông tin về thiết bị cũng như hướng dẫn sử dụng hữu ích cho công việc của bạn.
Cảm ơn khách hàng đã tin dùng sản phẩm chất lượng cao nhập khẩu từ các nước trên thế giới của chúng tôi trong 20 năm qua, sự hài lòng của các bạn là niềm tự hào của chúng tôi, rất mong được làm việc lâu dài với các bạn!
Mọi thông tin chi tiết xin liên hệ với hotline : 0902.279.858 hoặc 0936.078.599 để được tư vấn tận tình về những thắc mắc của bạn.







Bình luận
Để lại bình luận